咨询热线:
0411-87109088
咨询热线:
0411-87109088

大连荣兴暖通设备有限公司
联系人:杨经理
联系电话:13591150086
座机电话:0411-87109088
地址:金州区胜利路东泰建材市场63号门市
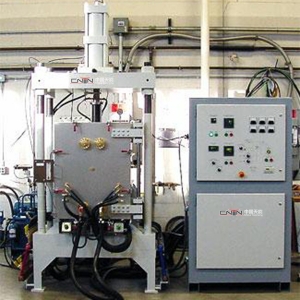
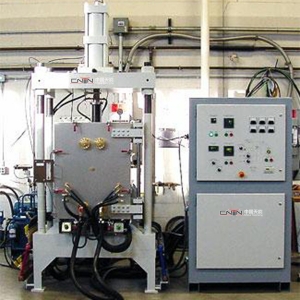
影响扩散焊设备程和接头质量的主要因素是温度压力扩散时间和表面粗糙度。焊接温度越高,原子扩散越快焊接温度一般为材料熔点的0.5~0.8倍。根据材料类型和对接头质量的要求,扩散焊可在真空、保护气体或溶剂下进行,其中以真空扩散焊应用最广。温度是扩散焊最重要的焊接参数。
在一定温度范围内,扩散过程随温度的提高而加快,接头强度也能相应增加。但温度的提高受工夹具高温强度、焊件的相变和再结晶等条件所限,而且温度高于一定值后,对接头质量的影响就不大了。
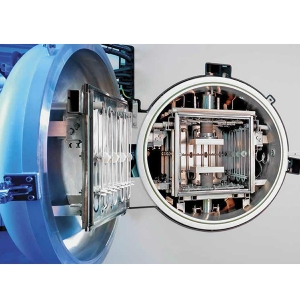
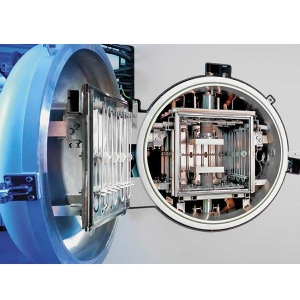
故多数金属材料固相扩散焊的加热温度都定为0.6-0.8Tm(K),其中Tm为母材熔点。扩散焊有真空与非真空之分,非真空扩散焊通常在保护气氛中进行,以Ar作为保护气,一些材料也可使用H2、He或高纯氮。真空扩散焊真空度取(1~20)×10-3Pa,在真空中扩散,在其他参数相同的情况下比常压氩保护时所需扩散时间要短。
保温扩散时间并非独立变量,而与温度、压力密切相关,且可在相当宽的范围内变化。采用较高温度和压力时,只需数分钟;反之,就要数小时。加有中间层的扩散焊,还取决于中间层厚度和对接头成分、组织均匀度的要求。必须指出,保温扩散时间短果然会影响接头质量,时间过长也会造成不利影响,表现为母材的晶粒长大,韧性降低。对可能形成脆性金属间化合物的接头,还应控制扩散时间,以求减小脆性层厚度。
扩散焊设备进行焊接工作以前,对某些钢种及金属结构,必须采用焊前预热处理工艺,可有助于焊接件质量的提高。预热能延长焊缝金属从峰值温度降到室温的冷却事件,使焊缝中的扩散氢有充分的事件逸出,从而避免延迟裂纹的出现。真空扩散焊分为双真空扩散焊和一个室外循环加压冷真空烧结炉的双真空两相同烧结炉烧结炉,一个共同的抽真空系统和电气控制系统;在操作中,两炉加热和冷却分别交替。炉型在同一炉内一次性具有脱脂、预烧、烧结的功能。